




În timpul procesului de matriță, defectele de turnare apar adesea fără o prognoză sigură, prin urmare un inginer bun de testare a matriței ar trebui să aibă o experiență bogată pentru a judeca motivul cât mai repede posibil, deoarece costul crește de-a lungul timpului petrecut pe mașina de injecție.
Aici echipa noastră a acumulat ceva experiență, dacă această partajare poate arăta un pic indiciu pentru a beneficia de rezolvarea problemelor similare, vom fi foarte fericiți.
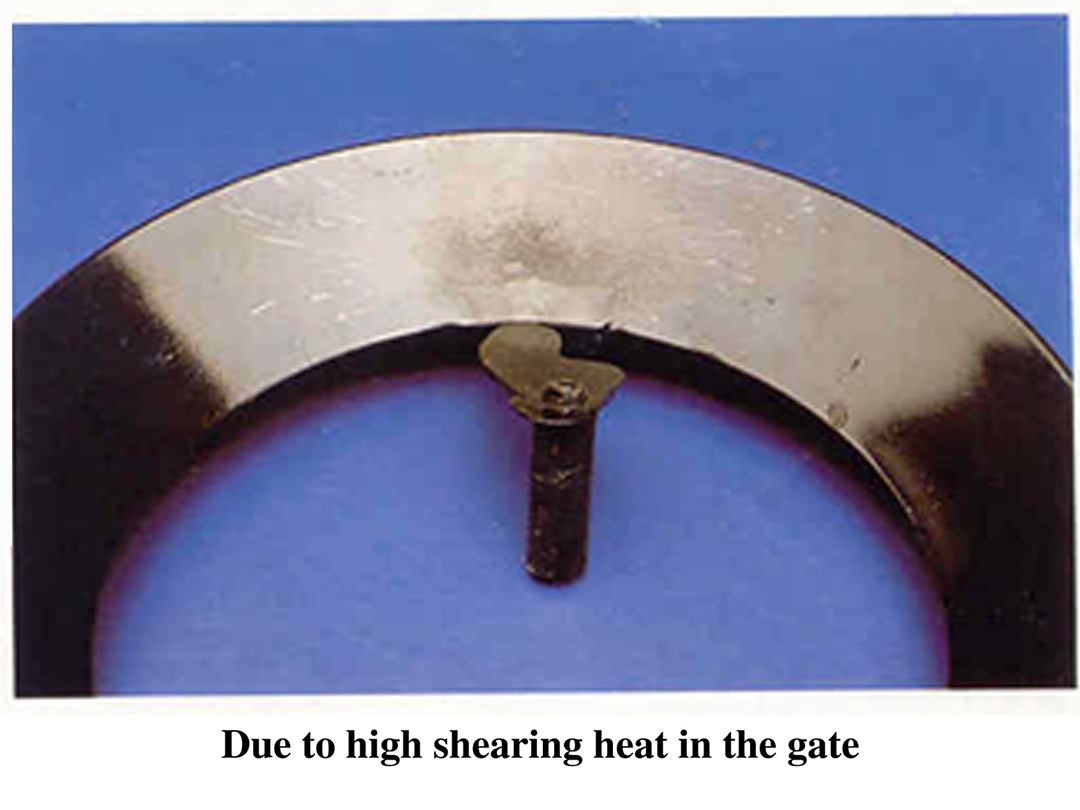
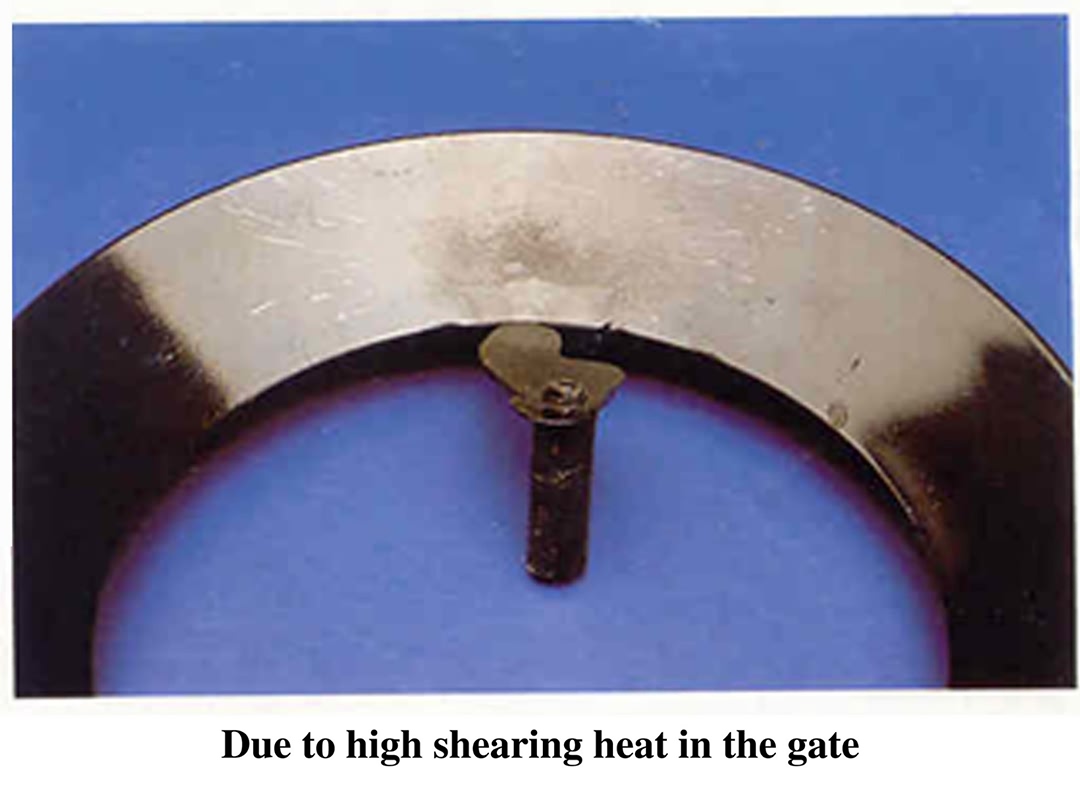
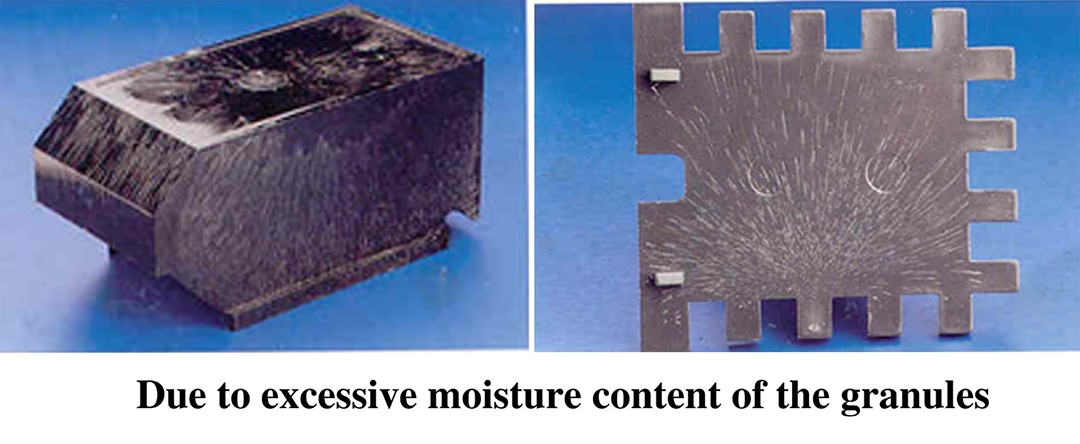
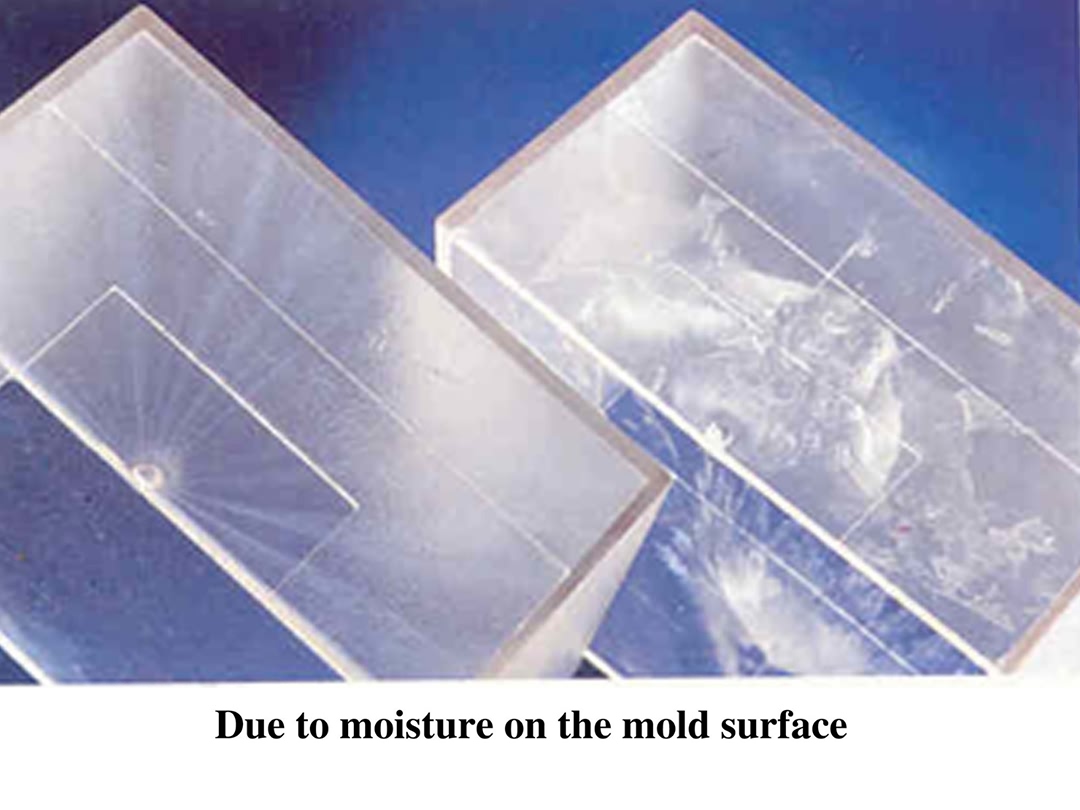
Aici vorbim despre trei semne: „Marcă arsă”, „Marcă umedă” și „Marcă aer”.

Caracteristici:
·Apare periodic
·Apar în secțiune transversală îngustă sau în poziția capcanei de aer
·Temperatura de topire este aproape limita superioară a temperaturii de injectare
·Defectul are un anumit efect prin reducerea vitezei șurubului de presare
·Timpul de plastificare este prea lung sau rămâneți prea mult în zona frontală a șurubului de presare
·Materialul plastic reciclat poate fi folosit în exces sau materialul a fost topit de mai multe ori înainte
·Apare în matriță cu sistem de canal cald
·Matriță cu duză închisă (Shut Off Nozzle)
Caracteristici:
3, marcaje de aer
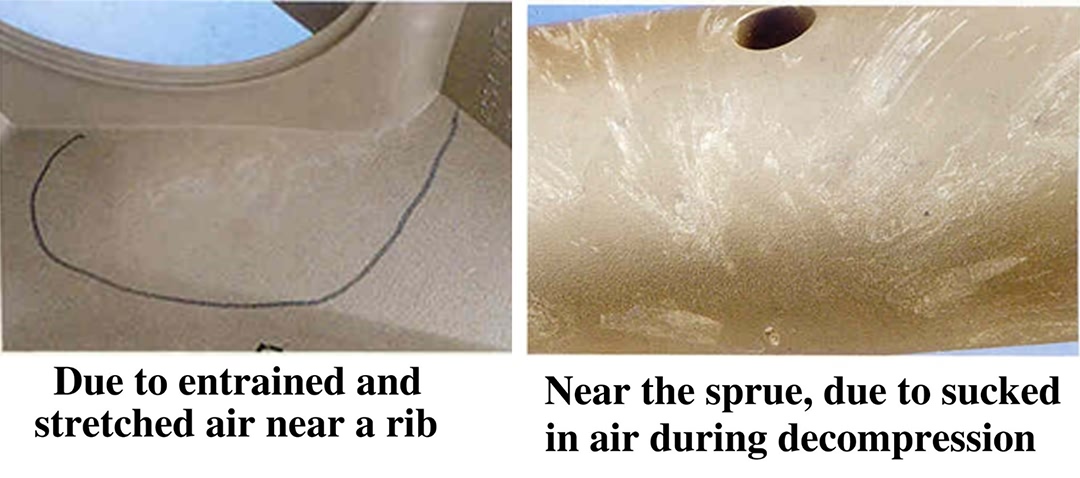
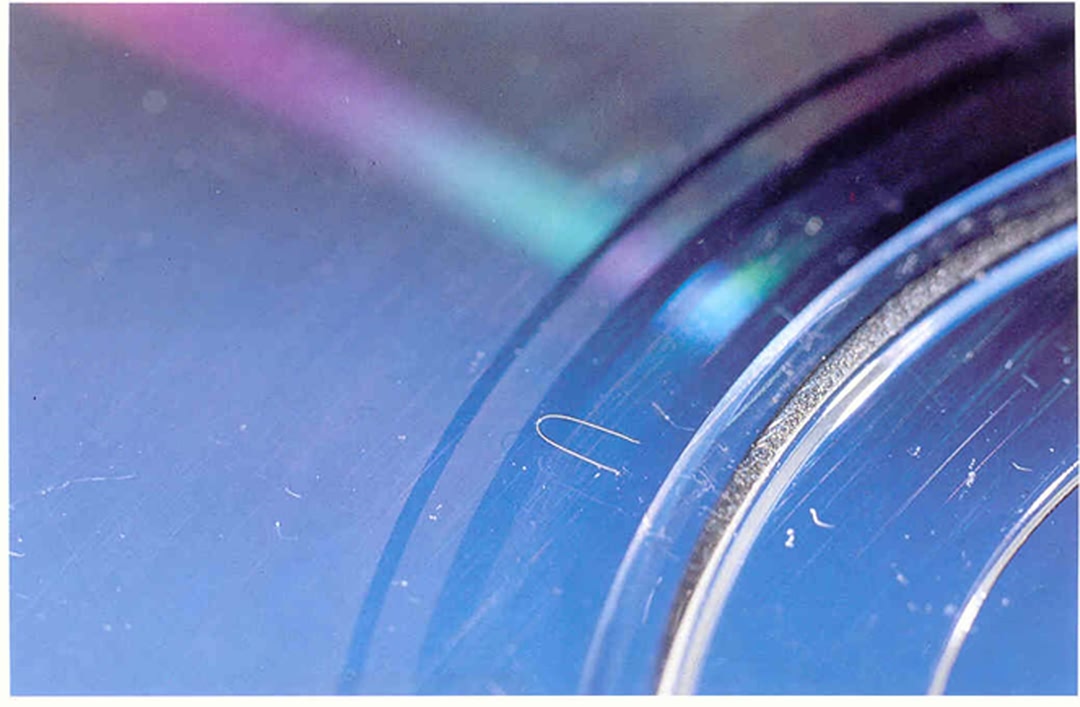
În general, formele urmelor de aer sunt aspre, de culoare argintie sau albă, apar adesea pe suprafața sferică/curbată, în zonele de modificare a nervurilor/grosimea peretelui sau în vecinătatea duzei, la intrarea porții apar de obicei un strat subțire de urme de aer; La gravură apar și urme de aer, de exemplu: gravarea textului sau zona de depresiune a locului.
Cu excepția tipurilor de mai sus, avem, de asemenea, „semne din fibră de sticlă” și „semne de culoare” pe suprafața piesei. Prin urmare, în viitor, mai multe defecte de turnare vor fi împărtășite cu prietenii dragi de pe linkedin, dacă aveți opinii diferite despre postarea mea, vă rugăm să Vă rugăm să-mi spuneți comentariile dvs., după cum știm, linkedin este întotdeauna o platformă bună pentru noi pentru a împărtăși, a învăța și a îmbunătăți!
Ora postării: Oct-26-2020